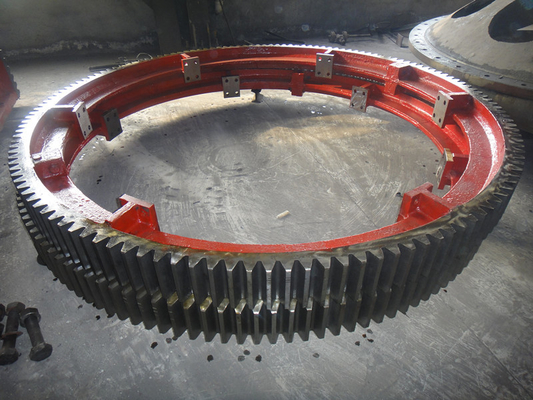
Engranaje grande de la circunferencia de Ring Tooth Ring Of Mill del engranaje de la circunferencia del molino del acero de molde de la aleación GS42CrMo4
1. proceso de fabricación del anillo grande del diente para el engranaje de la circunferencia del molino
(1) en blanco
El espacio en blanco de la pieza de acero fundido es proporcionado por el bastidor pesado y planta el forjar de la maquinaria Co., LTD de la industria pesada del CITIC. Se ejecuta de acuerdo con el estándar gb11352-89. El moldear, fundición, colada, caja batiendo, limpiando y vistiendo bastidores según el lanzamiento de requisitos de proceso; Durante la inspección y la aceptación, el espacio en blanco de acero echado será comprobado según los dibujos y los requisitos técnicos, y el proceso será puesto en el suelo después de pasar la aceptación según el estándar JB/T6402-92.
(2) el trabajar a máquina áspero
Líneas del drenaje según los requisitos de los dibujos y poner el permiso de proceso a un lado, alineación, conexión, procesando el círculo interno y externo, la superficie común que muele, la perforación y otros procesos.
(3) lesión del agente
La inspección ultrasónica será realizada en general, y la calidad interna cumplirá los requisitos secundarios del estándar GB7233-87.
(4) normalización del tratamiento previo
El medio anillo se normaliza y se modera en pares para proporcionar la buena microestructura para el amortiguamiento superficial subsiguiente. Y según los requisitos de los dibujos de comprobar la deformación del medio anillo del engranaje después del tratamiento térmico.
(5) el trabajar a máquina
El primer anillo de dos mitades con la conexión de perno de alta resistencia en un anillo entero, según los requisitos del proceso de los dibujos del círculo entero del anillo y superior y más bajo, y entonces según los dibujos y los requisitos que trabajan a máquina para moler los dientes.
(6) tensión que trabaja a máquina Eliminate
El anillo integral se recuece para eliminar la tensión.
(7) amortiguamiento superficial del anillo integral del engranaje
Inducción de frecuencia media superficial que apaga a lo largo del surco del diente, dureza HRC50~55, profundidad de endurecimiento eficaz 3~5m m del diente de la capa.
(8) inspección final
En primer lugar, prueba si la dureza de cada surco del anillo del engranaje después de la frecuencia intermedia que apaga y que modera cumple los requisitos del dibujo; En segundo lugar, detecte si el tamaño del diámetro externo máximo D6944 es demasiado grande, por ejemplo la deformación de 3m m, necesitan la corrección mecánica hasta calificado; En tercer lugar, para la inspección de la partícula magnética de los dientes de engranaje y del prendedero de la transición, la calidad debe cumplir los requisitos secundarios estipulados en el estándar GB/T9444-88; Finalmente, según los dibujos y los requisitos técnicos para la inspección final.
2. Parámetros del producto del anillo grande para el engranaje de la circunferencia del molino
| El anillo grande del engranaje |
⑴HB 220 ~ 240 del acero de molde de la aleación GS42CrMo4 (estándar de la empresa)
La media estructura, tipo placa de Y.
(3) diente oblicuo.
(4) estructura razonable del lacre y de la alineación.
|
⑴Fuera de refinar del horno de acero fundido (el soplar del argón y tratamiento del vacío el derecho).
(2) la tecnología colgante de la arena especial del modelado en frío se adopta para asegurar la densidad del bastidor y del diente.
(3) normalización del tratamiento (tecnología propietaria) para asegurar dureza de la superficie del diente.
(4) después de fresar áspero, el envejecimiento del lanzamiento, repara la superficie común, y entonces el balanceo fino
⑸el fresar hecho en casa de la precisión del avellanador.
|
⑴Propiedades mecánicas y composición química del espacio en blanco de lanzamiento (estándar del control interno).
(2) la detección de grieta ultrasónica después de trabajar a máquina áspero.
⑶medio acabamiento, inspección ultrasónica de acabado e inspección de la partícula magnética.
(4) inspección superficial de la partícula magnética del diente, inspección de la dureza.
⑸Compruebe la tolerancia del perfil del diente.
⑹La prueba sin carga de la Asamblea General antes de la entrega, comprueba la exactitud que enreda de engranajes grandes y pequeños.
|


 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!