OEM que forja el anillo helicoidal del engranaje de la circunferencia de aleación raspa de arenque doble grande del acero de la sola con CNC Mahining
Podemos producir los engranajes grandes el forjar, del lanzamiento y de la soldadura según los dibujos del cliente. Según las condiciones de trabajo y
la petición de los clientes, también podemos hacer el engranaje que muele, endurecimiento de la superficie, cementado y amortiguamiento, nitruración y amortiguamiento, etc.
|
Material
|
Acero de carbono, acero de aleación
|
|
Estándar
|
ESTRUENDO DE ASTM. GOST JIS ETC DEL EN
|
|
Estructura
|
El forjar, echando y soldadura
|
|
Módulo del engranaje
|
8-120
|
|
Pulido del engranaje
|
MAX Module 24
|
|
Diámetro de la rueda de engranaje:
|
Max 13 000 milímetros
|
|
Diámetro del engranaje espiral:
|
2 200 milímetros MÁXIMOS
|
|
Longitud del eje de engranaje:
|
Max 5 000 milímetros
|
|
Servicio del OEM ofrecido
|
Según dibujos del cliente
|
|
Segmento dentado ofrecido:
|
Según peticiones del cliente
|
|
Tratamiento térmico
|
Endurecimiento de caso de Q y de T
|
|
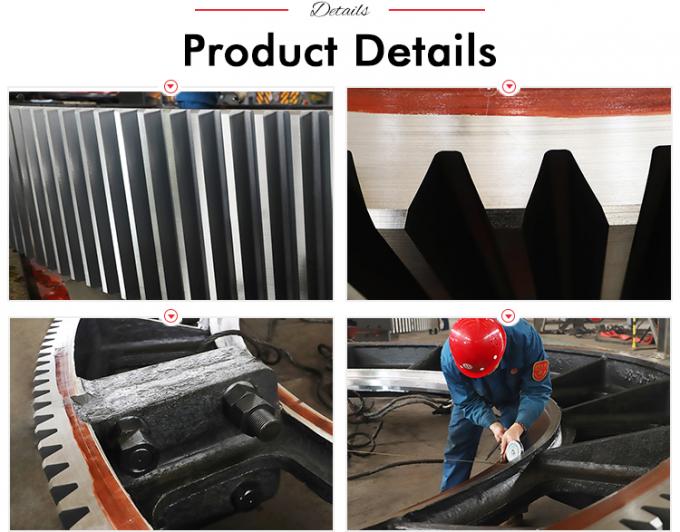
Proporcionamos los engranajes de la circunferencia en tres diversos diseños
1. Acero fabricado
- anillo forjado
- placa rodada
Acero fundido
Arrabio (nodular) dúctil
Los engranajes fabricados llegaron a ser mas comunes en el pasado y se construyen con los materiales de acero forjados del borde del engranaje y la electro estructura corporal soldada con autógena. Los anillos se fabrican de un bloque entero de alto acero de aleación de la resistencia. Después de que el trabajar a máquina áspero del anillo, nosotros realice el endurecimiento y el temple del tratamiento térmico para mejorar la característica mecánica y por lo tanto su funcionamiento relevante.
Avantages de los engranajes fabricados de la circunferencia
1. La estructura material forjada excluye el riesgo de inclusiones
2. Los defectos de la estructura como los agujeros del gas, la contracción micro, los agujeros de perno, las inclusiones calientes de los rasgones, de la arena y de escoria se evitan
3. Por lo tanto, la soldadura de la reparación de la estructura corporal y e.g el pulido de áreas dentadas no se requiere.
4. El procedimiento de fabricación fabricado excluye la necesidad de modelos y de canalizaciones verticales
5. El material del borde tiene dureza más alta y más de alta resistencia que el material usado para la estructura subyacente (es decir web, los escudetes)
Características
1. dientes externos
Diámetro máximo: 16000 milímetros
Anchura dentada de la cara: 1700 milímetros
Módulo máximo: 45 por el avellanador
Módulo máximo: cortador de acabado de 65 engranajes
2. Dientes internos
Diámetro máximo: 6500 milímetros
Módulo máximo: 25,4
Anchura dentada de la cara: 400 milímetros
Forjar proceso material
Forja
Balanceo final
Enfriamiento del horno
Control en la producción
Amortiguamiento del agua
Prueba de la dureza
El trabajar a máquina áspero
Prueba ultrasónica e inspección dimensional
Certificación de la inspección final
Estándares/certificados
EN ISO DEL UNI
AWS
ASTM
ASME
Estruendo
Usos
Nuestros engranajes de la circunferencia se aplican en las industrias del cemento y de los minerales:
Diversos tipos de molinos horizontales
Secadores rotatorios
Hornos rotatorios
Cualquier otro uso grande del anillo del engranaje
Especificación para las piezas de acero fundido para los molinos de pulido
d. informe de inspección ultrasónica (antes y después de reparaciones)
e. informe de inspección de la partícula magnética (antes y después de reparaciones)
f. informe dimensional
g. mapas de la reparación de la soldadura
h. procedimientos de la soldadura y expediente de la calificación del procedimiento
i. calificación del soldador
j. calificación de prueba no destructiva del inspector
|
Artículo
|
Características estructurales
|
Proceso de medida
|
Contenido de la prueba
|
|
Engranaje de la circunferencia
|
(1) acero de GS42CrMo4Alloy (estándares propietarios corporativos)
HB 220~240
(2) semi-estructurado, Y-rayo
(3) helicoidal
(4) estructura razonable del lacre y de la alineación del acero de aleación (estándares propietarios corporativos)
|
(1) refinamiento de acero externo (argón el derecho y tratamiento del vacío)
(2) tecnología propietaria de la arena de la ejecución del modelado en frío para asegurar el bastidor, los dientes densos
(3) normalizando (tecnología propietaria) para asegurarse de que la dureza de la superficie del diente
Después
(4) el fresar áspero, tiempo del lanzamiento, repara la superficie común, entonces rollo fino
(5) avellanador hecho en casa propietario que friesa muy bien
|
propiedades mecánicas y composición química (estándar interno) de los bastidores (de 1)
(2) desbaste después de la prueba acústica
semi-acabamiento (de 3), acabando después de la inspección de la prueba ultrasónica y de la partícula magnética
(4) inspección superficial de la partícula magnética del diente, prueba de dureza
control de la tolerancia del diente (de 5)
(6) la prueba de carga del montaje de la fábrica para comprobar la exactitud del tamaño del engranaje
|

Los requisitos técnicos de un anillo grande del engranaje de CITICIC:
1) se pretrata antes de normalizar el tratamiento de endurecimiento superficial, la dureza si HB210 ~ 250; el funcionamiento mecánico es el Rb 690MPa, tensión de producción Rs 490MPa, alargamiento D5 el 11%, reducción de la última fuerza del área W el 25%, dureza Ak 30J del impacto; inducción endurecida, dureza HRC50 ~ 55 de los dientes; profundidad endurecida eficaz 3 ~ 5m m de la capa.
2) la detección ultrasónica total del defecto, calidad interna debe cumplir dos requisitos estándar de los requisitos GB7233-87; la inspección de la partícula magnética del diente y del prendedero, calidad debe cumplir dos estándares de los requisitos GB/T9444-88.
3) la nota el bastidor no es R5 redondeado ~ R10.
4) el chaflán del diente en ambos extremos y 1 45b.5) por dos y la mitad anchura del diente de engranaje de anillo de cada acoplamiento del anillo a lo largo del borde de un anillo entero hecho con los pernos de alta resistencia, combinados con la superficie del diente debe estar en el centro inferior.
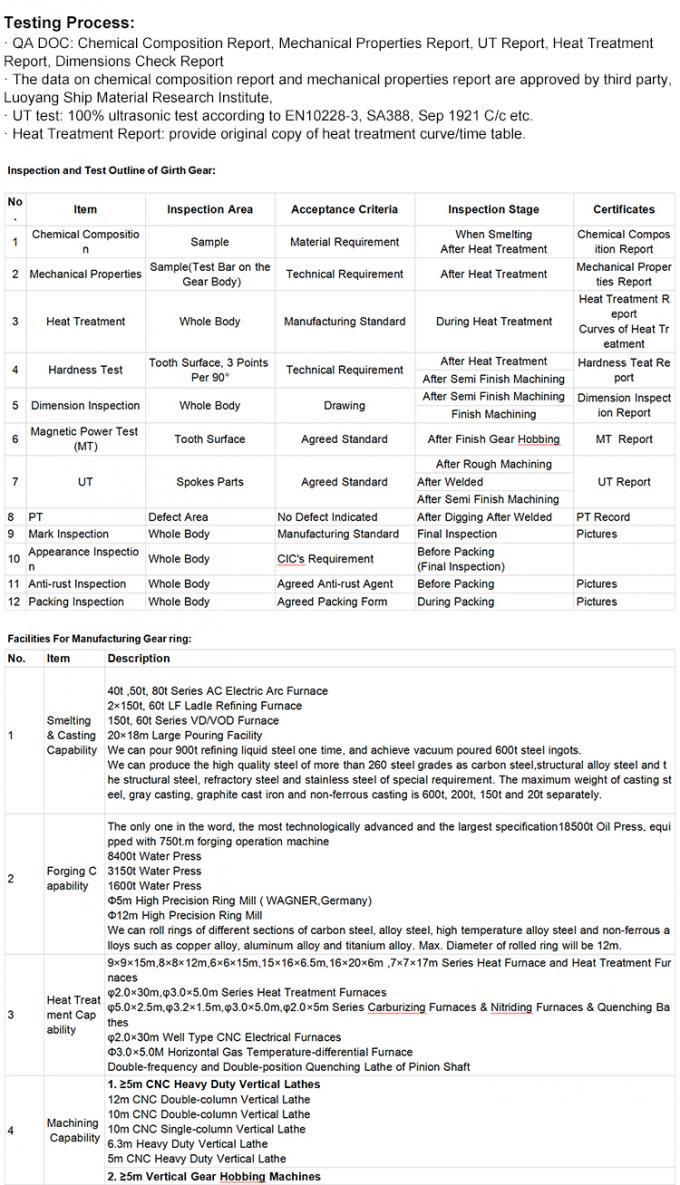
proceso de fabricación grande del engranaje de anillo 2
2,1 de áspero
El espacio en blanco de la pieza de acero fundido es proporcionado por la maquinaria pesada Co., planta de Ltd. Heavy Forging, funcionamiento del CITIC por el estándar GB11352-89 especifica los requisitos para modelar según el proceso de lanzamiento, fundición, echando, las cajas golpeadas, limpieza, vistiendo bastidores;. Durante la inspección y la aceptación por los dibujos y requisitos técnicos para el espacio en blanco de acero
Controles, acordando los estándares JB/T6402-92 publicados después de la aceptación
Abajo de procedimiento.
desbaste 2,2
Cruzado por el dibujo y permanecer hacia fuera el permiso, la alineación, conexión, procesando tanto en el interior como en el exterior el círculo, combinando moler de cara, la perforación y otros procesos.
2,3 lesión de la exploración
La detección ultrasónica total del defecto, calidad interna debe cumplir los dos requisitos de los estándares GB7233-87.
tratamiento previo de normalización 2,4
los pares del Semi-anillo que normalizan y que moderan el tratamiento, proporcionan una buena organización para el endurecimiento superficial subsiguiente; deformación de los dibujos de la prensa de la media inspección del engranaje de anillo después del tratamiento térmico.
2,5 el trabajar a máquina
Primero dos y la mitad el anillo es hecho con los pernos de alta resistencia que conectan el anillo en conjunto, el proceso total dibujando los dientes de Quannei un Wai del círculo y requisitos de proceso que muelen superiores y más bajos, y después de dibujos y que trabajan a máquina.
2,6 eliminación de procesar la tensión
El anillo total recoció para eliminar la tensión.
endurecimiento total de la superficie del anillo 2,7
SI a lo largo de la inducción alveolar de la superficie del diente que endurece, dureza HRC50 ~ 55, profundidad endurecida eficaz 3 ~ 5m m de la capa.
2,8 inspección final
Primero, la frecuencia de la detección que apaga, la dureza después de moderar el engranaje de anillo cogging cumple los requisitos de los dibujos; en segundo lugar, detectar si el diámetro externo máximo un D6944 más de gran tamaño como la deformación 3m m, la corrección mecánica requerida hasta calificado; En tercer lugar, la inspección de la partícula magnética del diente y del prendedero, calidad debe cumplir dos requisitos estándar de los requisitos GB/T9444-88; Finalmente, según los dibujos y los requisitos técnicos para la inspección final.
| No. |
proceso |
proceso
medida
|
proceso
equipo
|
programa de pruebas |
equipo de la inspección |
|
1
|
prepárese
|
1. Material: acero fundido de alta calidad
2. Formule el proceso de lanzamiento razonable y asegure la calidad de lanzamiento mediante la simulación por ordenador de la solidificación
3. Formule el proceso de fundición razonable para asegurar la composición química del bastidor
4. Formule el proceso razonable del tratamiento térmico para asegurar
Verifique las propiedades mecánicas del bastidor
|
|
|
|
|
2
|
modelado
|
1. Controle estrictamente la calidad del tipo (base) arena, asegure la fuerza y el control del agua
2. Apisonamiento de la arena, superficie inclinada que pule, brocha dos veces
3. Coloque la canalización vertical de colada y el hierro frío según los requisitos de proceso
4. Limpie y cueza como sea necesario
cavidad
|
mezclador de la arena
|
Compruebe la calidad del tipo (base) arena y arena de la superficie
2. Compruebe el tamaño de la cavidad
Compruebe el tiempo que cuece
|
|
|
3
|
Bastidor de fundición
|
1. Elija el hierro en lingotes bajo de S.P, el acero selecto del pedazo, los materiales auxiliares y la aleación del horno que cuece según proceso
2. Según el proceso especial que funde, haga el acero
Los elementos peligrosos de S.P cumplen estándares del control interno
3. El acero fundido acabado se trata con el argón que sopla en la desgasificación de la circulación de la cucharón y del vacío el derecho para hacer el uniforme de acero fundido de la composición, oxígeno dañino (H, O) reducción, temperatura uniforme, aumentar la fluidez del acero fundido, para asegurar el buen abastecimiento líquido del bastidor y prevenir el bastidor de porosidad y de otros defectos
Estrictamente temperatura del bastidor del control y velocidad de lanzamiento según las disposiciones
|
horno de 50 t
Equipo de desgasificación de la circulación del vacío el derecho para el dispositivo que sopla del argón de la cucharón
|
1. Los materiales del horno deben cumplir los requisitos tecnológicos
2. Temperatura de alimentación del control, cantidad de alimentación, tiempo de ebullición puro, temperatura de acero
3. El espectrómetro de lectura directo se utiliza para detectar rápidamente la composición química delante del horno para asegurarse de que el equipo está en el mejor estado durante la fusión y la composición química del producto final cumple los requisitos durante la colada
4. Compruebe los parámetros del argón que soplan y el tratamiento del vacío el derecho
5. Compruebe la temperatura que comienza y
Tiempo de colada
|
Espectrómetro de lectura directo
El equipo físico y químico
|
|
4
|
Limpieza y tratamiento térmico
|
1. La época interna de la preservación del calor del molde de bastidor no será menos que los requisitos de proceso
2. Arena que cae, canalizaciones verticales del chorreo con granalla, el cortar y de la colada para cumplir los requisitos tecnológicos
3. Realice estrictamente el tratamiento térmico en blanco
Para asegurar la uniformidad de la temperatura del horno y refinar la estructura original del bastidor
|
50t
Máquina inerte de la arena que cae y
8,5 ×12m
Horno del tratamiento térmico
|
1. Compruebe el expediente de la temperatura del horno
2. La muestra es sometida a un tratamiento térmico con el bastidor en el mismo horno, y las propiedades mecánicas se envían para ser comprobadas inmediatamente
3. Compruebe la calidad superficial del espacio en blanco
Cantidad, dimensión geométrica y permiso que trabaja a máquina
|
El equipo físico y químico
|
|
5
|
el trabajar a máquina áspero |
1. Permiso de reserva para trabajar a máquina áspero según disposiciones tecnológicas
Tratamiento de envejecimiento artificial
|
Torno vertical
8,5 ×12m
Horno del tratamiento térmico
|
Compruebe el tamaño
Inspección visual para la inspección ultrasónica de los defectos
|
Ultrasónico
Prueba
|

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!